CREA-PROCESS, expert en Chaudronnerie d'ingénierie
CREA-PROCESS conçoit et fabrique des équipements de chaudronnerie industrielle sur mesure, réalisés à partir de plans clients ou en co-conception. L’entreprise prend en charge des projets complexes, nécessitant la manipulation de pièces de plusieurs tonnes grâce à un pont roulant de 16 tonnes dans son atelier.
Chaque réalisation est pensée pour répondre aux contraintes spécifiques des procédés industriels, en intégrant sécurité, robustesse et durabilité. De la conception à la mise en service, CREA-PROCESS garantit des équipements adaptés, fiables et faciles à maintenir, alliant précision technique et savoir-faire industriel éprouvé.
Types de réalisations
- Cuves alimentaires, réservoirs, cyclones, cheminées.
- Ensembles mécano-soudés complexes.
- Supports techniques, châssis, berceaux.
- Pièces sur mesure en forte épaisseur.
- Usinage d’adaptation, roulage, découpe plasma (laser, jet d’eau, oxycoupage, usinage CNC, cintrage).
Services associés
- Service commercial
- Étude complète de vos projets et planning prévisionnel
- Bureau d’études
- Ingénierie > CAO
- Atelier de fabrication
- Découpe > formage > Roulage > soudures TIG / MIG / inox / acier
- Service qualité, contrôles, DOE…
- Pose des ouvrages
L'ingénierie de pointe au service de la performance industrielle.
La division Chaudronnerie de CREA-PROCESS opère avec une exigence de conformité élevée. Notre bureau d’études et notre atelier s’appuient sur des référentiels reconnus afin de maîtriser la sécurité, la résistance mécanique et la tenue anticorrosion de chaque ouvrage.
Référentiels de conception et codes de calculs
Le dimensionnement de nos équipements s’appuie sur des codes de calcul reconnus :
- CODAP (Code de construction des appareils à pression) : référentiel pour le calcul des épaisseurs, fonds bombés (PRC, MRC, GRC) et ouvertures, selon périmètre.
- NF EN 13445 : appareils à pression non soumis à la flamme (alternative au CODAP selon exigences).
- Eurocode 3 (NF EN 1993) : calcul des structures en acier (charpentes, supports de cuves, bâtis industriels), incluant les vérifications aux états limites de service (ELS) et ultimes (ELU).
- NF EN 1991 (Eurocode 1) : définition des actions sur les structures (charges d’exploitation, vent, neige).
- CODRES : référentiel pour réservoirs cylindriques verticaux (selon spécifications).
Maîtrise métallurgique et traçabilité (matières premières)
Nous assurons une traçabilité (certificats 3.1 selon NF EN 10204) sur les nuances travaillées :
- Aciers de construction : NF EN 10025 (S235JR, S275JR, S355J2).
- Équivalences numériques indicatives : 1.0037 (S235), 1.0577 (S355).
- Aciers inoxydables : NF EN 10088-2 / -3 (1.4301/304, 1.4307/304L, 1.4404/316L).
- Tolérances dimensionnelles : NF EN 10051 (tôles) et NF EN 10056-1/-2 (cornières et profilés).
Ingénierie du soudage et contrôles (CND)
L’assemblage est piloté par des qualifications adaptées aux exigences projet :
- NF EN ISO 3834 : exigences de qualité en soudage par fusion des matériaux métalliques.
- Qualifications : soudeurs qualifiés selon NF EN ISO 9606-1 et modes opératoires validés (QMOS) selon NF EN ISO 15614-1, lorsque requis.
- NF EN ISO 5817 : niveaux de qualité par rapport aux défauts des assemblages soudés (niveau B ou C selon exigence).
- Contrôles non destructifs (CND) : personnel certifié COFREND selon NF EN ISO 9712 (VT / PT – niveau 2 selon besoin).
Traitements de surface et protection anticorrosion
Chaque matériau reçoit un traitement spécifique régi par des normes d’application :
Traitements sur aciers carbone :
- Galvanisation à chaud (immersion) :
- NF A 35-503 : classification des aciers selon leur aptitude à la galvanisation (teneurs en silicium/phosphore).
- NF EN ISO 1461 : revêtements par galvanisation à chaud sur produits finis en fonte et en acier — spécifications et méthodes d’essai.
- NF EN ISO 14713 (parties selon besoin) : lignes directrices de conception pour la protection contre la corrosion.
Peintures et revêtements organiques :
- NF EN ISO 12944 : protection anticorrosion des structures en acier par systèmes de peinture (classes de corrosivité).
- Thermolaquage (poudre époxy/polyester) : mise en œuvre selon spécifications et, le cas échéant, selon référentiels de certification type Qualisteelcoat (selon besoin).
Traitements sur aciers inoxydables (passivation & esthétique) :
- Décapage et passivation : ASTM A380 / ASTM A967 ; la norme NF EN 2516 (référentiel aérospatial) peut être appliquée selon spécifications client.
- Microbillage / sablage : préparation de surface selon procédés et référentiels adaptés (ex. NF EN ISO 11124 pour abrasifs métalliques, selon besoin).
- Polissage mécanique : rugosité (Ra) définie selon exigences agroalimentaires ou pharmaceutiques.
Tolérances générales de fabrication
Pour les dimensions sans tolérances spécifiques sur plan, nous appliquons :
- NF EN ISO 13920 : tolérances générales pour constructions soudées (longueurs, angles, rectitude et planéité) – classe B ou C selon exigence.
Galerie







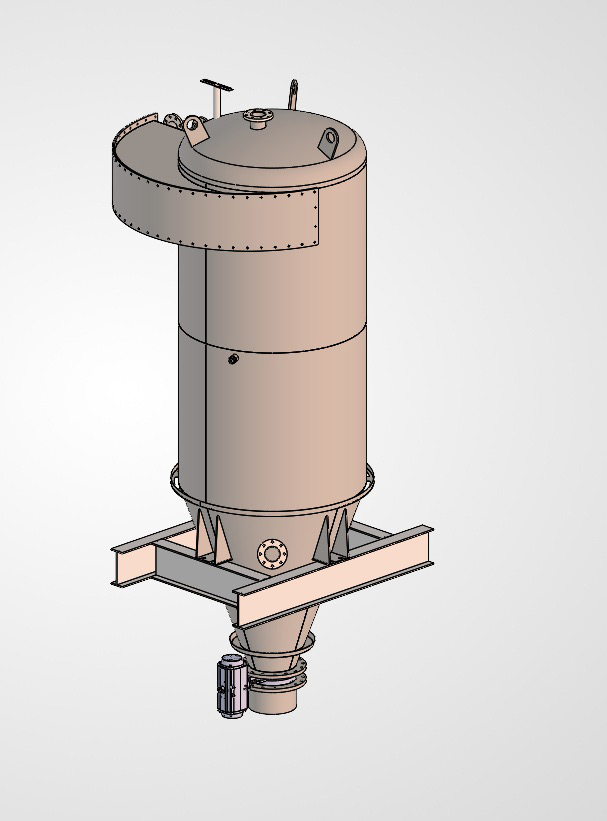
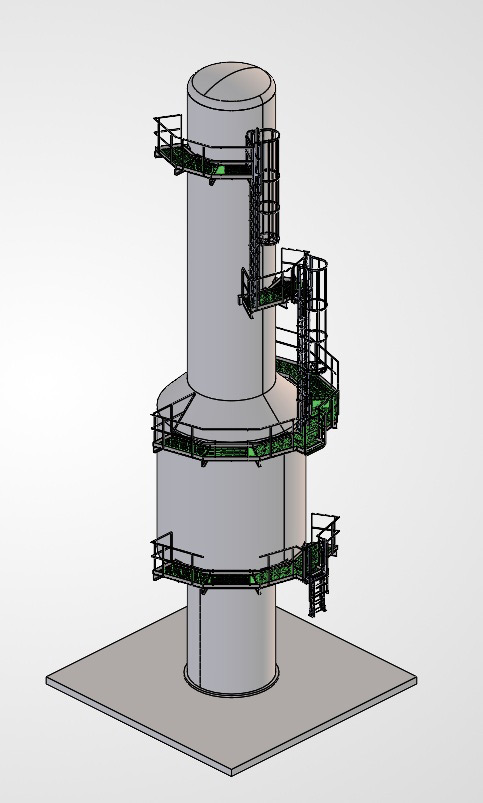
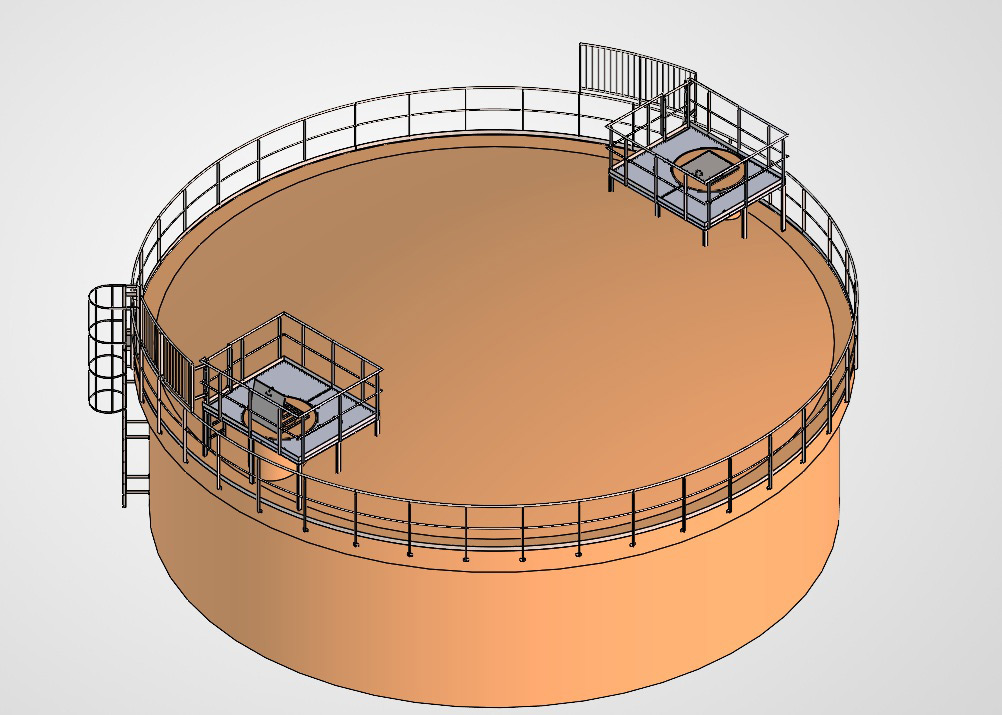
L’ingénierie de pointe appliquée à la fabrication d’ensembles mécano-soudés et d’appareils sous pression.
Questions courantes ( FAQ)
CREA-PROCESS intervient aussi bien à partir de plans clients existants qu’en phase de co-conception. Lorsque le besoin le nécessite, l’entreprise participe à la définition technique des équipements afin d’adapter la conception aux contraintes d’exploitation, de fabrication et d’intégration sur site.
Les équipements sont conçus en tenant compte des contraintes mécaniques, dimensionnelles et environnementales propres à chaque installation. Les aspects liés au poids, à la manutention, à l’accessibilité et à la maintenance sont intégrés dès l’étude afin de garantir des équipements fiables, durables et exploitables dans le temps.
La qualité repose sur un savoir-faire éprouvé, des moyens de fabrication adaptés et un suivi rigoureux à chaque étape du projet. Les opérations de fabrication et d’assemblage sont réalisées en atelier, avec des contrôles réguliers, afin d’assurer la conformité des équipements aux exigences techniques et aux usages industriels attendus.